




4.13. Предварительная и окончательная расстойка теста
После операций деления и округления куски теста оставляют на некоторое время в покое. Такая необходимость возникает потому, что в результате интенсивного механического воздействия при операциях уплотнения, деления и округления в тесте происходят некоторые структурные изменения: разрушаются отдельные звенья клейковинного каркаса, появляются внутренние напряжения. Отдых кусков теста продолжительностью 5...8 мин называют промежуточной, или предварительной, расстойкой. При предварительной расстойке улучшаются физические свойства теста, восстанавливается структура клейковинного каркаса, внутренние напряжения в тесте рассасываются и на округленных кусках теста образуется тонкая пленка, которая улучшает условия дальнейшей его разделки (раскатку кусков теста между валками закаточной машины и их окончательную формовку). Пористость мякиша улучшается, а объем хлеба из теста, подвергшегося предварительной расстойке, увеличивается. Брожение теста в период кратковременной предварительной расстойки практического значения не имеет, поэтому нет необходимости увлажнять воздух и поддерживать определенную температуру.
Предварительную расстойку осуществляют на открытых ленточных транспортерах или в открытых люлечных шкафах непрерывного действия. Если позволяет место, то используют длинные ленточные транспортеры, подающие тесто из округлителя в тестозакаточную машину, предназначенную для придания округленным заготовкам цилиндрической формы и проработки теста для создания поверхностной пленки и получения более равномерной пористости мякиша за счет распределения газов в куске теста.
Для ржаного теста предварительная расстойка не требуется.
В процессе деления теста на куски и их формовки из теста почти полностью удаляется углекислый газ. Чтобы разрыхлить, придать необходимую форму и объем тесту (как ржаному, так и пшеничному) перед посадкой в печь его подвергают окончательной расстойке.
Окончательная расстойка — очень важная технологическая операция, от которой зависит качество хлебобулочных изделий.
Во время окончательной расстойки в тесте продолжается брожение. При этом выделяется углекислый газ, который разрыхляет тесто и увеличивает объем тестовых заготовок. Длительность расстойки кусков теста зависит от очень многих факторов: от массы кусков теста, от рецептуры теста, от хлебопекарных свойств муки, от условий расстойки и других причин.
Так, например, куски теста меньшего развеса и с меньшей влажностью теста расслаиваются дольше.
Более длительно расслаиваются и тестовые заготовки, в рецептуре которых имеется жир и сахар, а также улучшители окислительного действия (бромат калия и др.). Тесто из слабой муки расстаивается быстрее.
Основные факторы, влияющие на длительность расстойки теста — температура и относительная влажность воздуха в расслоенных камерах. При более высокой относительной влажности воздуха для расстойки теста требуется меньше времени.
Так, например, при повышении температуры воздуха с 30 до 45°С при относительной влажности 80...85% длительность расстойки сокращается на 25...30%.
Также ускоряется длительность расстойки (примерно на 20%), если повысить относительную влажность воздуха с 65 до 85% при той же температуре.
Однако относительную влажность воздуха нельзя поддерживать выше 85%, так как при этом тесто будет прилипать к карманам люлек или к расстоечным доскам. В зависимости от указанных выше условий длительность расстойки колеблется от 20 до 120 мин. При окончательной расстойке необходимо создавать оптимальные условия для жизнедеятельности микрофлоры теста, для процесса его брожения, а также для увеличения объема теста и улучшения внешнего вида тестовых заготовок. Окончательная расстойка проводится в атмосфере воздуха с повышенной относительной влажностью и температурой. Лучшими условиями для окончательной расстойки являются: температура воздуха 35...40°С и относительная влажность 75...85%. При этих условиях брожение теста и, следовательно, расстойка ускоряется, увлажненная пленка на поверхности тестовой заготовки при увеличении объема хорошо растягивается и куски теста сохраняют полученную форму.
Особо важное значение приобретает окончательная расстойка при ускоренных способах приготовления теста. В этом случае — это основная или единственная фаза, при которой происходит разрыхление теста. Важно установить правильный режим рас- стойки и уметь определить готовность кусков теста в расстойке. Готовность определяют органолептически по изменению объема, формы и физических свойств кусок теста, а в поточных конвейерных линиях при постоянных параметрах и по длительности расстойки. Если посадить в печь тестовые заготовки с недостаточной расстойкой, то изделия из них будут неправильной формы, с трещинами и разрывами корок, через которые будет выходить наружу часть мякиша. Форма подовых изделий при излишней расстойке будет плоская, расплывчатая. У формовых изделий при недостаточной расстойке могут также образоваться разрывы и трещины на корках, а при излишней расстойке верхняя корка будет вогнутой, корытообразной.
Качество мякиша хлеба также зависит от расстойки. При недостаточной расстойке мякиш будет неэластичный, заминающийся при легком нажиме.
Окончательная расстойка теста на предприятиях большой и средней мощности осуществляется в конвейерных люлечных шкафах. Конвейерные шкафы для расстойки устанавливают в зависимости от типов и производительности хлебопекарных печей, применяемых в данном производстве. В настоящее время обычно применяют конвейерные секционные шкафы ЦНИИХП-Р-1-57. В зависимости от необходимой производительности их можно собирать из различного количества секций. Расстойка тестовых заготовок часто бывает более длительная, чем выпечка, поэтому производительность расстоечного шкафа должна быть в 1,5 раза выше производительности печи. Для мелкоштучных изделий, расстаиваюшихся 50...70 мин, а выпекающихся 10... 15 мин, производительность расстоечного шкафа должна превышать производительность печи в 5... 7 раз. В этом случае для расстойки применяют двух- или трехполочные люльки. Продолжительность расстойки регулируют, изменяя число полок в расстоечном шкафу, загруженных тестовыми заготовками. Чем больше длительность расстойки, тем больше полок загружают тестом, и наоборот.
В расстоечно-печных агрегатах, где такой метод регулировки неприменим, продолжительность расстойки регулируют при помощи кареток, изменяющих соотношение загруженных и холостых люлек.
Техническая характеристика конвейерных шкафов расстойки теста приведена в табл. 4.13.
На предприятиях малой мощности расстойка сформованных тестовых заготовок производится на расстоечных вагонетках в специальных камерах. Для создания оптимальных условий расстойки в промышленности применяют специальные установки, кондиционирующие воздух, автоматически поддерживающие температуру и относи-
Таблица 4.13
Техническая характеристика конвейерных шкафов расстойки теста
| Показатели | Варианты шкафов ЦНИИХП-Р-1-57 | Шкафы к печам | |||
| I | II | III | ФТЛ-2 | ХВЛ | |
| Производительность, т/сут | 16 | 24 | 32 | 15 | 25 |
| Количество люлек в шкафу | 27/24 | 39/34 | 51/48 | 30 | 128/96 |
| Продолжительность расстойки тестовых заготовок в минуту | 17/40 | 17/40 | 17/40 | 20/75 | 45/90 |
тельную влажность воздуха в камерах и шкафах расстойки. Применение кондиционеров Л КВ улучшает условия расстойки, делает ее равномерной по всему объему расстоечных шкафов и камер и поэтому улучшает качество хлеба.
Обдувка воздухом тестовых заготовок при разделке. При разделке теста, приготовленного из пшеничной сортовой муки, на поточных линиях рабочие поверхности тестоприготовительных машин и транспортерных лент посыпают мукой. Это необходимо для того, чтобы тесто при разделке не прилипало к рабочим поверхностям оборудования. Расход муки на подсыпку составляет обычно 1,2... 1,5% от общего ее расхода. Для устранения подсыпки мукой на многих хлебопекарных предприятиях применяют обдувку тестовых заготовок воздухом. Это позволяет сэкономить не менее 1% муки и одновременно улучшает санитарное состояние производственных помещений. Для обдувки применяется слегка подогретый воздух температурой 28...30°С и относительной влажностью 40...50%. Воздух подается вентилятором низкого давления по трубопроводам во все машины тесторазделочной линии и ко всем промежуточным транспортерам. При обдувке на поверхности тестовой заготовки за несколько секунд образуется пленка, которая препятствует прилипанию теста к рабочим поверхностям тесторазделочного оборудования. Наибольшее количество воздуха (примерно 60%) следует направлять на транспортер, подающий тестовые заготовки к закаточной машине, и в закаточную машину. Эффективность обдувки значительно улучшается, если одновременно покрыть рабочие органы машин и обработать транспортерные ленты полимерными материалами (раствором кремнийорганической жидкости ГКЖ-4 или фторопластом-4).
Посадка тестовых заготовок в люльки шкафов для окончательной расстойки и их над- резка. Посадка тестовых заготовок на люльки конвейера шкафа для расстойки или в формы, прикрепленные к люлькам, трудоемкая операция, обычно выполняемая вручную. На некоторых предприятиях для механизации этой операции применяют различные механизмы. Тестовые заготовки круглого подового хлеба укладывают на автопосадчик системы Примака и Могилянского, работающий в автоматической линии с печью ФТЛ-2. Для укладки в люльки конвейерного расстоечного шкафа тестовых заготовок, имеющих форму батонов, применяют автоматический посадчик марки иНИИХП-ПС-2—59. Производительность его до 20 т батонов в сутки. На поточных линиях большой производительности с печами АЦХ применяются делительнопосадочные агрегаты различной системы, которые обеспечивают деление теста и посадку тестовых заготовок в формы, закрепленные на люльках общего конвейера расстойки и выпечки. Производительность такого делительно-посадочного агрегата 60... 100 т хлеба в сутки. Агрегат хорошо работает при разделке как ржаного, так и пшеничного теста.
Тестовые заготовки батонообразной формы для хлебных изделий развесом от 0,4 до 1 кг обычно надрезают на верхней поверхности 4...6 косыми надрезами. Надрезы делают для того, чтобы придать хлебу свойственный ему вид, сохранить форму изделия при брожении в расстойке и в первый период выпечки. Количество надрезов зависит от развеса и сорта хлеба. Для нанесения надрезов широко применяется надрезчик (рис. 4.13) системы Виниченко и Клейменова. Надрезчик работает следующим образом: штурвалом механизма регулировки 6 фиксируют станину 2 в определенном положении, чтобы надрезы были необходимой глубины и совершались под соответствующим углом к оси ленточного транспортера 5, подающего тесто. Для этого станину поворачивают на нужный угол и фиксируют на необходимом расстоянии от поверхности
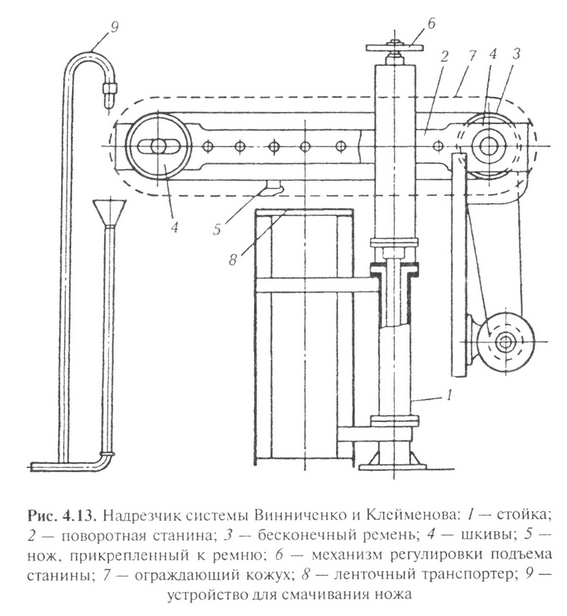
ленты в зависимости от высоты обрабатываемых тестовых заготовок. Затем включают привод надрезчика и транспортера и на ленту транспортера укладывают доски с расстоявшимися тестовыми заготовками.
При согласованной скорости движения ленточного транспортера и транспортера- надрезчика (скорость движения ленты транспортера равна 0,15 м/с, а ножей 5 надрезчика — 12,5 м/с) надрезы получаются на определенном расстоянии один от другого. Производительность надрезчика обеспечивает выработку 40 т батонов в сутки.


